В статье рассмотрен токарно фрезерный обрабатывающий центр с чпу, обучение принципам подготовки, пуско-наладки и программирования процессов комбинированной обработки деталей.
Исходные данные для обработки детали
- Эскиз выполняемой детали – рис. 1.
- Заготовка – пруток D=110 мм; L=104 мм.
- Материал – конструкционная сталь средней твердости (HRC=30…40).
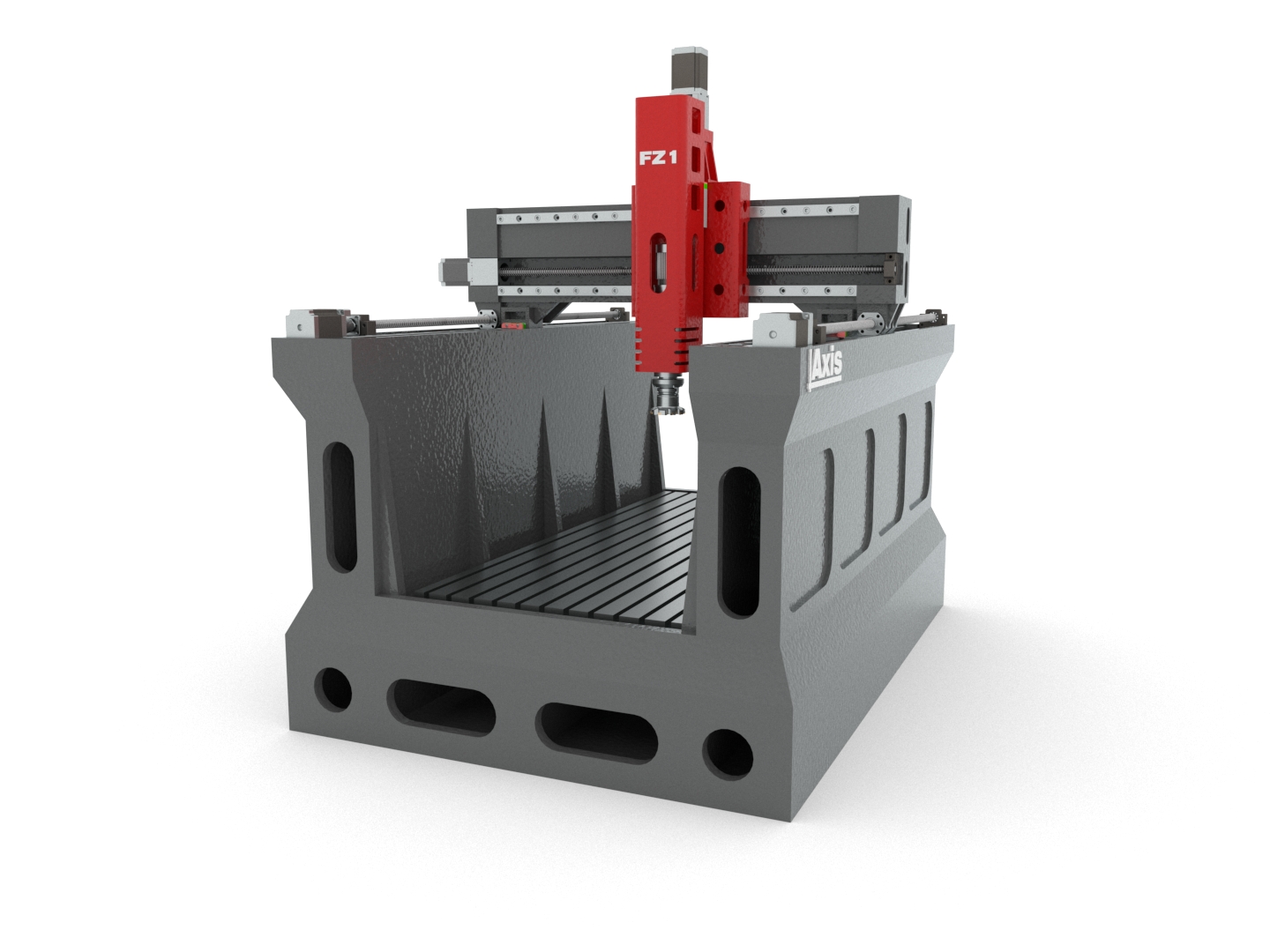
- Оборудование – токарно фрезерный обрабатывающий центр INDEX.
- Модификация – станок с двумя инструментальными блоками рис. 2.
- Тип инструментальных блоков – револьверная головка.
- Емкость одной револьверной головки – 12 позиций.
- Особенности системы ЧПУ – двухканальная система ЧПУ Siemens с раздельным программированием действий револьверных головок.
- Язык программирования – SINUMERIK-840D.
Особенности подготовки операции
В рамках принятого технологического процесса деталь выполняется на обрабатывающем центре INDEX по комбинированной операции за два установа: установ А и установ Б. В рамках каждого установа производится выполнение черновой и чистовой обработки соответствующих поверхностей. Посадочная поверхность для базирования заготовки на установе А выполняется по предварительной токарной операции 005 на универсальном станке.

Рис. 1. Эскиз детали

Рис. 2. Структурная схема токарно-фрезерного многофункционального центра с двумя револьверными головками: 1 – шпиндель; 2 – деталь; 3 – револьверная головка №1 (РГ1); 4 – револьверная головка №2 (РГ2); 5 - токарный обточной резец; 6 - токарный расточной резец; 7 - сверло для выполнения центрального отверстия; 8 - фрезерный блок для обработки детали в плане X-Y с закрепленным инструментом; 9 – фрезерный блок для обработки детали в плане Y-Z с закрепленным инструментом; X, Y, Z – обозначения координатных осей: а – расположение осей по отношению к револьверной головке 1; б – расположение осей по отношению к револьверной головке 2
Крепление заготовки на токарно фрезерном обрабатывающем центре с чпу производится в трехкулачковом патроне. Нулевые точки системы координат детали располагаются на обработанной торцевой поверхности. Программы управления, разработанные для каждой из двух револьверных головок, обеспечивают в совокупности полный цикл обработки детали. На установе А нулевая точка кодируется ZMW_1, на установе Б – ZMW_2. Останов станка с целью переворота детали производится автоматически командой УП М0; возобновление работы осуществляется с пульта управления клавишей «ПУСК».
Деталь по комбинированной операции выполняется общим комплектом инструментов. В револьверной головке 1 (РГ1) размещены фрезерные инструменты, а также подрезной и проходные резцы, имеющие относительно небольшой вылет в направлении оси Z. В револьверной головке 2 (РГ2) размещены сверло для выполнения центрального отверстия, а также все расточные резцы. Особенности структурной схемы станка требуют размещения токарных расточных резцов в револьверной головке 2, а также фрезерных инструментов в револьверной головке 1 через одну позицию.
Список токарных и фрезерных инструментов, размещенных в револьверной головке 1:
Код инструмента | Тип инструмента | Обозначение коррекции вершины резца | Код вершины резца | Радиус вершины резца | Фактический диаметр фрезы | Заданный диаметр фрезы | Обозначение плана обработки | Примечания
T1 | Подрезной резец | D101 | 3 | 1,2 | - | - | - | Черновая подрезка торца
T2 | Упорный резец | D102 | 3 | 0,8 | - | - | - | Черновая обработка наружных поверхностей
T3 | Канавочный резец, ширина резца В=4 мм | D103 | 3 | 0.4 | - | - | - | (| D123 | 4 | 0.4 | - | - | - |) Черновая обработка наружной канавки
T4 | Контурный резец D104 | 3 | 0,4 | - | - | - | Чистовая обработка торцевой и наружных поверхностей
T5 | Канавочный резец, ширина резца В=3 мм | D105 | 3 | 0,2 | - | - | - | ( | D125 | 4 | 0,2 | - | - | - |) Чистовая обработка наружной канавки
T7 | Фреза концевая D=20 мм, количество зубьев Z=6 | D107 | - | - | 20 20 | G17 | Выполнение лысок
T9 | Сверло твердосплавное D=5 мм | D109 | - | - | 5 - | G17 | Сверление отверстий параллельно оси Z
T11 | Сверло твердосплавное D=5 мм | D111 | - | - | 5 | - | G19 | Сверление отверстий параллельно оси X
Токарные инструменты, размещенные в револьверной головке 2 токарно фрезерного обрабатывающего центра с чпу:
Код инструмента | Инструмент | Обозначение коррекции вершины резца | Код вершины резца | Радиус вершины резца | Примечания
T1 | Сверло с твердосплавными пластинами D=35 мм | D201 | - | - | Сверление центрального отверстия
T3 | Расточной упорный резец | D203 | 2 | 0,8 | Черновая обработка внутренней цилиндрической поверхности
T5 | Расточной контурный резец D205 | 2 | 0,4 | Чистовая обработка внутренней цилиндрической поверхности
T7 | Расточной Контурный резец D207 | 2 | 0,2 | Обработка внутренней цилиндрической поверхности повышенной точности
T9 | Расточной канавочный резец B=5 мм | D209 | 2 | 0,4 | (| D229 | 1 | 0,4 |) Обработка внутренней канавки
T11 | Торцевой канавочный резец B=4 мм | D211 | 2 | 0,2 | (| D231 | 3 | 0,2 |) Обработка торцевой канавки
Номера инструментов (Ti) в таблицах соответствуют их позициям в револьверных головках. Краткое описание операции и переходов
005 ТОКАРНАЯ ОПЕРАЦИЯ
Условное обозначение перехода | Описание перехода
Переход П01 (рис. 3) | Подрезать торец, выдерживая размер 3
Переход П02 (рис. 3) | Точить поверхность, выдерживая размеры 1 и 2
010 КОМБИНИРОВАННАЯ ОПЕРАЦИЯ
Условное обозначение перехода | Револьверная головка | Инструмент (корректор длины) | Описание перехода
Установ А (рис. 4) | - | - | -
Переход П1 (рис. 5) | РГ1 | Т1 (D101) | Подрезать торец, выдерживая размер 1
Переход П2 (рис. 6) | РГ2 | T1 (D201) | Сверлить отверстие, выдерживая размер 1
Переход П3 (рис. 7) | РГ2 | T3 (D203) | Расточить отверстие, выдерживая размеры 1,2
Переход П4 (рис. 8) | РГ1 | Т2 (D102) | Точить комбинированную поверхность, выдерживая размеры 1…10
Переход П5 (рис. 9) | РГ1 | Т3 (D103) | Точить две канавки, выдерживая размеры 1…6
Переход П6 (рис. 7) | РГ2 | T5 (D205) | Расточить отверстие, выдерживая размеры 3,4
Переход П7 (рис. 10) | РГ1 | Т4 (D104) | Точить комбинированную поверхность, выдерживая размеры 1…9
Переход П8 (рис. 11) | РГ1 | Т5 (D105/D125) | Точить две канавки, выдерживая размеры 1…6
Переход П9 (рис. 12) | РГ2 | T7 (D207) | Расточить отверстие, выдерживая размеры 1,2
Установ Б (рис. 13) | - | - | -
Переход П10 (рис. 14) | РГ2 | T3 (D203) | Расточить комбинированную поверхность, выдерживая размеры 1…5
Переход П11 (рис. 15) | РГ2 | T9 (D209/D229) | Расточить выточку, выдерживая размеры 1…4
Переход П12 (рис. 16) | РГ2 | T11 (D211/D231) | Точить торцевую выточку, выдерживая размеры 1…4
Переход П13 (рис. 17) | РГ1 | T4 (D104) | Точить поверхности, выдерживая размеры 1,2
Переход П14 (рис. 18) | РГ2 | T5 (D205) | Расточить комбинированную поверхность, выдерживая размеры 1…5
Переход П15 (рис. 19) | РГ1 | T7 (D107) | Фрезеровать 8 лысок, выдерживая размеры 1,2
Переход П16 (рис. 20) | РГ1 | T9 (D109) | Сверлить 8 отверстий, выдерживая размеры 1…3
Переход П17 (рис. 21) | РГ1 | T11 (D111) | Сверлить 8 отверстий, выдерживая размеры 1…3
Комплект маршрутных и операционных эскизов обработки детали по операциям 005 и 010 приведен на рис. 3 - 21. Координатная ось Х(2) станка для нижней револьверной головки 2 направлена вниз (см. "Револьверная головка токарно резерного станка с ЧПУ" рис. 2); соответственно Y(2) направлена внутрь токарно фрезерного обрабатывающего центра с чпу. С целью устранения проблем при расчете траекторий движения инструментов координатная система револьверной головки 2 на операционных эскизах была условно развернута на 180° относительно оси вращения детали. Соответственно, на операционных эскизах все траекторий движения инструментов, размещенных в револьверной головке 2, оказались развернутыми относительно Z. Условный разворот системы координат револьверной головки 2 обеспечил единое направление одноименных осей координатных систем револьверной головки 1 и револьверной головки 2.
Особенности программирования переходов
На установе А комбинированной операции 010 осуществляется обработка детали токарными инструментами: подрезка торца, сверление центрального отверстия, выполнение черновой и чистовой обработки наружных и внутренних поверхностей. Сверление осуществляется за один прямой проход твердосплавным инструментом, обеспечивающим подачу СОЖ непосредственно в зону резания. Черновая и чистовая обработка наружного контура, внутреннего контура и наружных радиальных канавок осуществляется раздельными резцами. Черновое точение производится продольными перемещениями резца с применением стандартного цикла обработки по контуру. Черновая обработка канавок производится простым врезанием. Чистовая обработка канавок выполняется движениями по контуру с притуплением острых кромок. Обработка внутренней поверхности повышенной точности осуществляется дополнительным резцом. Отметим, что черновой и чистовой переходы (П3 и П6) на установе А выполняются по однотипным траекториям; это позволило отобразить их на едином операционном эскизе (см. "Обрабатывающий центр с ЧПУ: описание, общие положения" рис. 7).
На установе Б комбинированной операции 010 выполняется обработка детали токарными и фрезерными инструментами: точение наружных поверхностей, расточка, выполнение внутренних и торцевых канавок, фрезерование плоскостей, сверление двух групп отверстий. Токарная обработка наружных и внутренних контуров производится резцами, которые были задействованы ранее при обработке детали на установе А. Черновая и чистовая обработка канавок на внутренней и торцевой поверхностях осуществляется совмещенными переходами соответствующего инструмента. Отсутствие отдельных инструментов для выполнения чистовых переходов вызвано ограниченной емкостью револьверных головок.
Каждый из трех фрезерных инструментов токарно фрезерного обрабатывающего центра с чпу производит по восемь повторяющихся переходов в различных угловых положениях детали (через 45°). Описание процедур выполнено в управляющей программе тремя различными способами (с целью демонстрации возможностей программного обеспечения). Обработка плоскостей описана в подпрограмме, включающей в себя команду на поворот шпинделя в конце обработки; при этом управляющая программа осуществляет восьмикратный вызов подпрограммы. Выполнение отверстий описано с применением операторов логического программирования «IF» и «WHILE».

Рис. 3. Эскиз обработки детали по предварительной токарной операции

Рис. 4. Эскиз обработки детали по комбинированной операции на установе А

Рис. 5. Эскиз токарной обработки заготовки по переходу П1 на установе А

Рис. 6. Эскиз сверления детали по переходу П2 на установе А

Рис. 7. Эскиз токарной обработки заготовки по переходам П3 и П6 на установе А

Рис. 8. Эскиз токарной обработки детали по переходу П4 на установе А

Рис. 9. Эскиз токарной обработки заготовки по переходу П5 на установе А

Рис. 10. Эскиз токарной обработки детали по переходу П7 на установе А

Рис. 11. Эскиз токарной обработки заготовки по переходу П8 на установе

Рис. 12. Эскиз токарной обработки детали по переходу П9 на установе А

Рис. 13. Эскиз обработки детали по комбинированной операции на установе Б

Рис. 14. Эскиз токарной обработки детали по переходу П10 на установе Б

Рис. 15. Эскиз токарной обработки заготовки по переходу П11 на установе Б

Рис. 16. Эскиз токарной обработки детали по переходу П12 на установе Б

Рис. 17. Эскиз токарной обработки заготовки по переходу П13 на установе Б

Рис. 18. Эскиз токарной обработки детали по переходу П14 на установе Б

Рис. 19. Эскиз фрезерной обработки по переходу П15 на установе Б

Рис. 20. Эскиз сверления заготовки по переходу П16 на установе Б

Рис. 21. Эскиз сверления детали по переходу П17 на установе Б
Структура управляющей программы
С целью повышения производительности обработки детали на установе А было признано целесообразным осуществить совмещение некоторых переходов токарных инструментов, размещенных в револьверной головке 1 и револьверной головке 2.
Разработана следующая структура программирования обработки детали:
- подрезка, а также расточка повышенной точности выполняются отдельно от других переходов;
- черновые переходы расточных и проходных инструментов выполняются в последовательно-параллельном режиме;
- чистовая расточка совмещена с чистовой обработкой наружных поверхностей.
Алгоритм действий системы ЧПУ обрабатывающего центра, разработанный на базе построения сети Петри (рис. 22,а), представлен в виде циклограммы (рис. 22,б).

Рис. 22. Моделирование выполнения последоватнльно-параллельного цикла обработки детали на установе А: а - сеть Петри цикла выполнения операции; б – циклограмма переходов обрабатывающих инструментов; РГ1 – револьверная головка №1; РГ2 – револьверная головка №2; Рi – условия модели; WJ – метки согласования действий программ во времени; Пi – события модели (переходы): П1 - подрезка; П2 - сверление; П3 - расточка черновая; П4 - точение черновое; П5 - канавка наружная черновая; П6 - расточка чистовая; П7 - точение чистовое; П8 - канавка наружная чистовая; П9 - расточка повышенной точности
Структура управляющей программы обработки детали на установе А
Структура управляющей программы для револьверной головки 1
СТАРТ
ПЕРЕХОД П1: подрезка
МЕТКА WAITM (5,1,2) (или W5)
ПЕРЕХОД П4: точение черновое
ПЕРЕХОД П5: канавка наружная черновая
МЕТКА WAITM (10,1,2) (или W10)
ПЕРЕХОД П7: точение чистовое
ПЕРЕХОД П8: канавка наружная чистовая
МЕТКА WAITM (15,1,2) (или W15)
МЕТКА WAITM (20,1,2) (или W20)
(РЕЖИМ ОЖИДАНИЯ)
Структура управляющей программы для револьверной головки 2
СТАРТ
МЕТКА WAITM (5,1,2) (или W5)
ПЕРЕХОД П2: сверление
ПЕРЕХОД П3: расточка черновая
МЕТКА WAITM (10,1,2) (или W10)
ПЕРЕХОД П6: расточка чистовая
МЕТКА WAITM (15,1,2) (или W15)
ПЕРЕХОД П9: расточка повышенной точности
Команда М0: программный останов станка
ПЕРЕВОРОТ ДЕТАЛИ
Комбинированная обработка детали на установе Б производится в основном расточными инструментами, размещенными в револьверной головке 2. Револьверная головка 1 осуществляет один токарный переход (чистовую обработку наружной поверхности) и обработку детали фрезерными инструментами. Совмещение переходов токарных инструментов признано нецелесообразным. Сеть Петри приведена на рис. 23,а), алгоритм действий системы ЧПУ токарно фрезерного обрабатывающего центра представлен в виде циклограммы (рис. 23,б).

Рис. 23. Моделирование выполнения последовательного цикла обработки детали на установе «Б»: а – сеть Петри цикла выполнения операции; б – циклограмма переходов обрабатывающих инструментов; РГ1 – револьверная головка №1; РГ2 – револьверная головка №2; Рi – условия модели; WJ – метки согласования действий программ во времени; Пi – события модели (переходы): П1 - расточка черновая; П2 - канавка внутренняя; П3 - канавка торцевая; П4 - точение чистовое; П5 - расточка чистовая; П6 - фрезеровка (план G17); П7 - сверление (план G17); П8 - сверление (план G19)
Структура управляющей программы обработки детали на установе Б
Структура управляющей программы для револьверной головки 1
(ОЖИДАНИЕ)
ПЕРЕХОД П13: точение чистовое
МЕТКА WAITM (25,1,2) (или W25)
МЕТКА WAITM (30,1,2) (или W30)
ПЕРЕХОД П15: фрезеровка (план G17) по подпрограмме «SUB-PROGRAM_1»
ПЕРЕХОД П16: сверление (план G17)
ПЕРЕХОД П17: сверление (план G19)
МЕТКА WAITM (35,1,2) (или W35)
ФИНИШ
Структура управляющей программы для револьверной головки 2
(Ввод) ПУСК
ПЕРЕХОД П10: расточка чернова
ПЕРЕХОД П11: канавка внутренняя
ПЕРЕХОД П12: канавка торцевая
МЕТКА WAITM (20,1,2) (или W20)
МЕТКА WAITM (25,1,2) (или W25)
ПЕРЕХОД П14: расточка чистовая
МЕТКА WAITM (30,1,2) (или W30)
МЕТКА WAITM (35,1,2) (или W35)
ФИНИШ
Программы управления рабочими органами станка в процессе выполнения комбинированной операции 010 представляются в виде карт кодирования информации. Кодирование повторяющихся траекторий движения фрезы, выполняемых револьверной головкой 1 на установе Б, выделены из управляющей программы и оформлены в виде подпрограммы.