Обрабатывающий центр с ЧПУ – это многофункциональное оборудование с числовым программным управлением, имеющий как минимум один подвижный стол и систему автоматической смены инструмента. Для обработки разнообразных заготовок вне зависимости от их сложности оборудование имеет поворотный стол. Станочный комплекс имеет широкий диапазон изменений частот вращения шпинделя и большой набор инструмента, все это существенно ускоряют процесс изготовления деталей.
В современном производстве все больший удельный вес занимает номенклатура деталей, выпускаемых мелкими и средними партиями. В этих условиях широкое применение находят интегрированные производственные системы, основанные на применении обрабатывающих центров с ЧПУ. Станки с ЧПУ, наряду с возможностью быстрой переналадки, способны обеспечить высокую эффективность производства и качество выпускаемой продукции.
Современные технологи и программисты ЧПУ должны знать основы подготовки автоматизированного производства и принципы работы оборудования, а также свободно владеть языками программирования систем ЧПУ, применяемыми на предприятии. Это существенно повышает уровень их профессионального мастерства, дает возможность активно участвовать в освоении новой продукции, включая наладку технологического оснащения и технологическую отработку управляющих программ (УП).
Современная литература по обработке деталей на станках с ЧПУ (учебники, монографии, эксплуатационная документация станков) дает хотя и глубокую, но очень разнородную и специфическую информацию. Такой материал сложен для восприятия и предназначен в основном для высококвалифицированных специалистов, осваивающих новую технику. В частности, практически отсутствует обучающая литература с обобщенной информацией по структурным схемам обрабатывающих центров с ЧПУ и принципам выполнения пуско-наладочных работ. Это крайне отрицательно сказывается на учебном процессе. Как результат, молодые специалисты приходят на участки автоматизированного производства недостаточно подготовленными и нуждаются в дополнительной профессиональной подготовке.
В этой серии статей в сжатой и доступной форме описаны принципы подготовки, программирования и выполнения технологических операций на автоматизированном оборудовании. Основы программирования фрезерной обработки на станках с ЧПУ типа - Обрабатывающий центр, описаны на базе системы управления и языка программирования FANUC. Основы программирования операций на токарно-фрезерных многофункциональных центрах описаны на базе конструктивной схемы станка INDEX с двумя инструментальными блоками, двухканальной системой ЧПУ Siemens и языком программирования SINUMERIK-840D. Отдельное внимание посвящено вопросам повышения производительности работы обрабатывающего центра с ЧПУ и обеспечения качества выпускаемой продукции.
Общие положения по теме Обрабатывающий центр
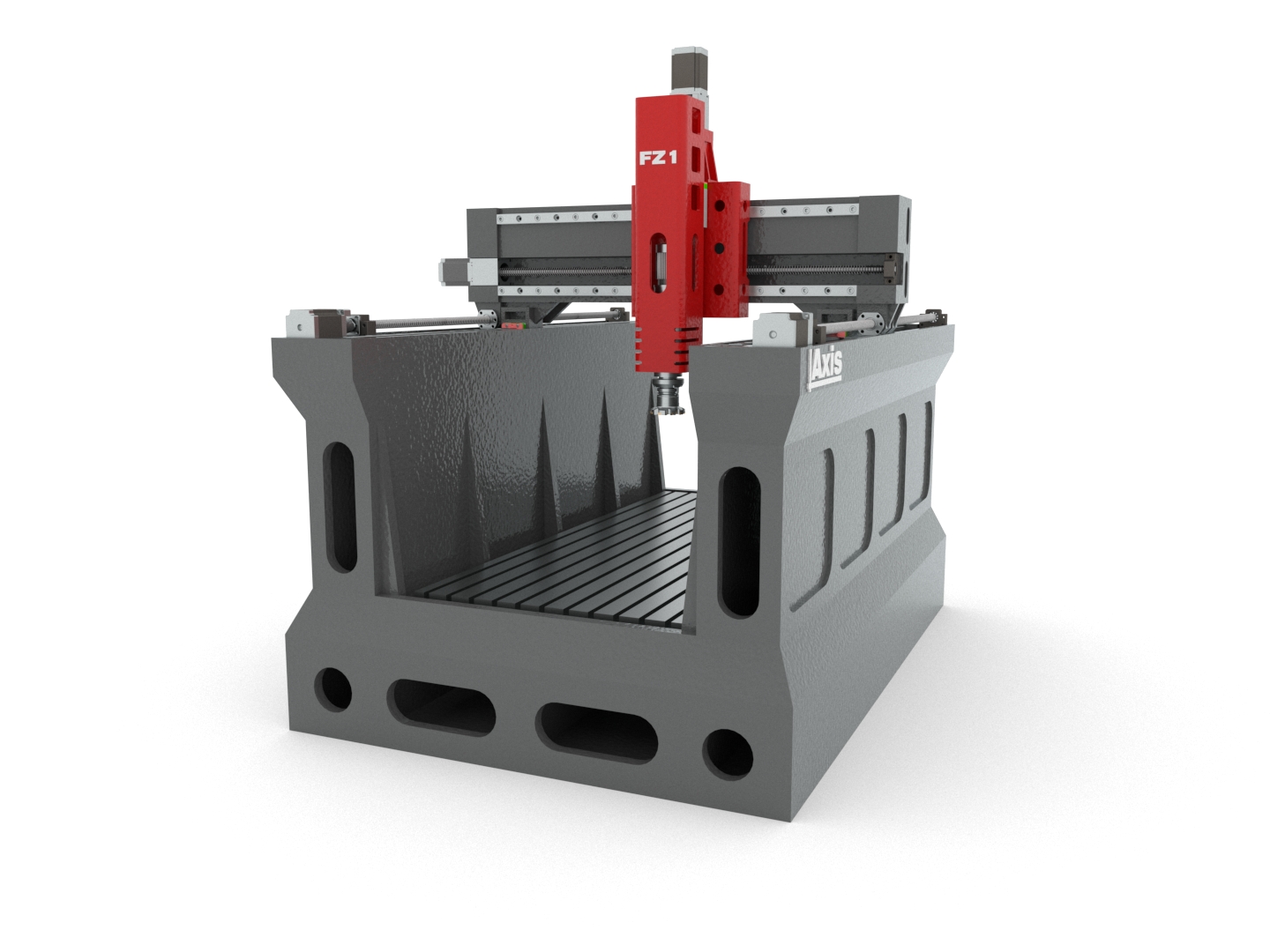
Обрабатывающими центрами (ОЦ) называют станки с ЧПУ фрезерной группы, имеющие инструментальный магазин и устройство автоматической смены инструментов в шпинделе (рис.1). В обрабатывающих центрах принята правосторонняя прямоугольная система координат, в которой оси X,Y,Z соответствуют большому, указательному и среднему пальцам кисти правой руки (рис. 2). В общем случае программирования ось Z совпадает с осью вращения шпинделя, а ее положительное направление принимается от детали. Обычно обрабатывающий центр с ЧПУ обрабатывает деталь последовательно несколькими инструментами (см. результаты компьютерного моделирования выполняемой операции на рис. 3). Контуры фрезерной обработки в большинстве процедур формируются в плане X-Y, сверление производится при движении инструментов вдоль оси Z.

Рис.1. Вертикальный станок с ЧПУ типа - обрабатывающий центр

Рис. 2. Расположение осей правосторонней системы координат

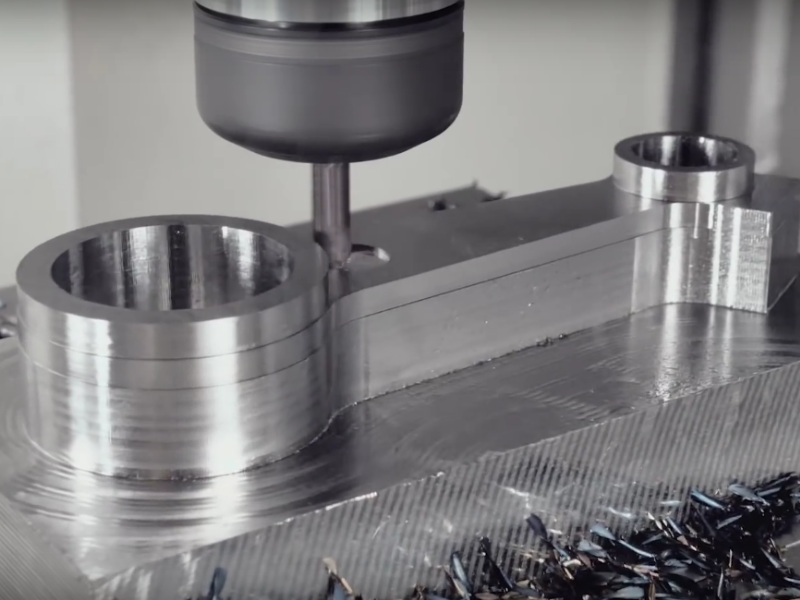
Рис. 3. Поле экрана дисплея при графическом моделировании фрезерной обработки
Значения символов системы кодирования УП, принятые в языке FANUC и соответствующие ГОСТ 20999-83, приведены ниже:
X, Y, Z - Координата по осям X, Y, Z прямоугольной системы координат
R, C - Длина и угол наклона отрезка в полярной системе координат
A, B, C - Поворот (угловое смещение) детали вокруг осей X, Y, Z
U, V, W - Относительное перемещение по осям X, Y, Z
I, J, K - Расстояние центра интерполяции от точки начала интерполяции по осям X, Y, Z
R - Радиус интерполяции
N - Номер кадра управляющей программы
G, M - Подготовительная и вспомогательная функция
F - Величина подачи инструмента (мм/мин)
S - Величина частоты вращения инструмента (об/мин)
T - Номер инструмента в инструментальном магазине
D, H - Ячейки корректоров диаметра и длины инструмента в таблице параметров инструментов (Di, Hi для Ti)
% - Начало управляющей программы
о - Обозначение управляющей программы
(…) - Информация для оператора
L - Число вызовов подпрограммы
Подготовительные и вспомогательные функции языка FANUC, применяемые в пособии при описании основ разработки управляющей программы для обрабатывающего центра с ЧПУ, приведены ниже:
Подготовителные функции
G0 - Перемещение к точке на ускоренной подаче (позиционирование) в прямоугольной системе координат
G1(…F) - Перемещение к точке на рабочей подаче в прямоугольной системе координат
G2(…F) - Циркуляция по часовой стрелке
G3(…F) - Циркуляция против часовой стрелки
G10 - Позиционирование в полярной системе координат
G11(…F) - Перемещение к точке на рабочей подаче в полярной системе координат
G17 - План обработки X-Y
G18 - План обработки X-Z
G19 - План обработки Y-Z
G40 - Отмена коррекции диаметра инструмента
G41(…Di) - Ввод коррекции диаметра – контур справа от инструмента
G42(…Di) - Ввод коррекции диаметра – контур слева от инструмента
G43(…Hi) - Ввод коррекции длины вылета инструмента
G54…G59 - Перемещения в заданной системе координат детали
G81 - Цикл короткого сверления
G83 - Цикл длинного сверления
G84 - Цикл нарезания резьбы
G85 - Цикл развертывания №1
G86 - Цикл развертывания №2
G80 - Отмена циклов сверления
G90 - Абсолютная система отсчета
G91 - Относительная система отсчета
G91_G28 - Перемещения в системе координат станка
G98 - Перемещения сверлильных инструментов на высоте плоскости безопасности
G99 - Перемещения сверлильных инструментов на высоте точки начала сверления
Вспомогательные функции
М0 - Программный останов станка
М2 (М30) - Окончание программы
М3 - Запуск вращения шпинделя по часовой стрелке
М4 - Запуск вращения шпинделя против часовой стрелки
М5 - Останов вращения шпинделя
М8 - Включение подачи охлаждающей жидкости
М9 - Отключение подачи охлаждающей жидкости
М98 - Вызов подпрограммы
М99 - Окончание подпрограммы
В процессе выполнения операций инструменты обрабатывающего центра с ЧПУ осуществляют поступательные перемещения вдоль трех осей прямоугольной системы координат X,Y,Z. При этом все перемещения инструментов однозначно увязаны с системой координат станка Xc-Yc-Zc. Нулевая точка системы координат станка обычно располагается в крайних точках перемещения рабочего стола и шпинделя (рис. 4).

Рис. 4. Структурная схема вертикального ОЦ: 1 – шпиндель; 2 – рабочий стол; 3,4,5 – направляющие; 6 – обрабатываемая деталь; 7 – поворотная головка; 8 – патрон; 9 – инструментальный магазин; 10,11,12 – подвижные элементы; 13 – основание; С – обозначение поворота детали; Xc, Yc, Zc – координатные оси системы координат станка; X, Y, Z – координатные оси системы координат детали; X0, Y0, Z0 – константы смещения нулевой точки системы координат детали
В настоящее время в основном применяются два типа обрабатывающих центров:
- станки с вертикальным расположением шпинделя (вертикальный обрабатывающий центр), предназначенный для обработки поверхностей в плоскости рабочего стола (рис.1, 5);
- станки с горизонтальным расположением шпинделя (горизонтальный обрабатывающий центр), предназначенный для обработки поверхностей, перпендикулярных плоскости рабочего стола (рис. 6, 7).
На практике применяется несколько структурных схем вертикальных станков. В схеме, изображенной на рис. 4, движение инструмента относительно детали в направлении оси Z обеспечивается перемещениями подвижного элемента 10 со шпинделем 1 вдоль направляющих 3. Движение в плане X-Y обеспечивается перемещениями подвижных элементов 11, 12 с установленным на них рабочим столом 2 вдоль направляющих 4 и 5.

Рис. 5. Вертикальный станок с магазином типа Рука и диском с инструментами

Рис. 6. Горизонтальный станок с магазином типа Рука и конвейером с инструментам

Рис. 7. Горизонтальный станок с магазином типа Рука и барабаном с инструментами
В качестве дополнительного элемента на рабочем столе 2 (рис. 4) может быть установлена поворотная головка 7, в патроне 8 которой могут закрепляться относительно небольшие детали 6. Головка способна осуществлять контролируемый поворот детали относительно оси X по команде УП и ее фиксацию в заданных положениях относительно углового положения 0°. Это позволяет программировать обработку различно расположенных поверхностей детали с одного установа. Внешний вид рабочей зоны станка с поворотной головкой приведен на рис. 8.

Рис. 8. Поворотная головка
Пример командного кадра управляющей программы: фиксация поворотной головки в угловом положении 90° относительно оси X осуществляется по команде А=90.
Для производства особо сложных изделий за одну установку на обрабатывающем центре с ЧПУ применяются поворотные головки с дополнительной осью вращения, способные осуществлять автоматическую смену углового положения детали относительно шпинделя в двух взаимно перпендикулярных плоскостях: с поворотом относительно осей X и Y (рис. 9). Пример командного кадра УП: фиксация поворотной головки в угловом положении 45° относительно оси Y осуществляется по команде В=45.

Рис. 9. Поворотная головка с дополнительной осью вращения
Наиболее широко применяемая структурная схема горизонтального обрабатывающего центра изображена на рис.10. Движение инструмента вдоль оси X обеспечивается перемещениями подвижного элемента 4 станка вдоль направляющих 7. Движение инструмента вдоль оси Y обеспечивается перемещениями подвижного элемента 3 со шпинделем 1 вдоль направляющих 6. Движение инструмента вдоль оси Z обеспечивается перемещениями подвижного элемента 5 станка вдоль направляющих 8. В качестве элемента крепления шпинделя во многих станках используется телескопическое устройство 11, дающее дополнительные возможности перемещения шпинделя вдоль оси Z.

Рис. 10. Структурная схема горизонтального ОЦ: 1 – шпиндель; 2 – рабочий стол; 3,4,5 – подвижные элементы; 6,7,8 – направляющие; 9 – поворотный механизм; 10 – инструментальный магазин; 11 – телескопическое устройство крепления шпинделя; С – обозначение поворота детали; Xc, Yc, Zc – координатные оси системы координат станка
Рабочий стол 2 в большинстве современных станков устанавливается на подвижном элементе 4 с применением поворотного механизма 9. Конструкция обрабатывающего центра с ЧПУ позволяет осуществлять контролируемый поворот рабочего стола относительно оси Y по команде управляющей программы и его фиксацию в различных заданных угловых положениях. Ось поворота рабочего стола располагается в его центре симметрии. Пример командного кадра управляющей программы: фиксация рабочего стола в угловом положении 180° относительно оси Y осуществляется по команде В=180. Такая конструкция позволяет программировать обработку различно расположенных боковых поверхностей крупногабаритных деталей с одной установки.
На поворотном рабочем столе 2 горизонтального обрабатывающего центра (рис. 10) может быть дополнительно установлена поворотная головка (рис. 9), осуществляющая поворот детали относительно оси X.