Купить обрабатывающий центр и стать лидирующей компанией в Северной Америке по выпуску чаш для подачи, это была главная цель VTR на определенном этапе развития. Компания VTR располагается в Гримсби, Онтарио, и представляет из себя объект площадью 30 000 кв. футов. Компания VTR была основана в середине 1990-х годов и состояла из одного человека, с тех пор она превратилась в одного из ведущих производителей автоматических систем транспортировки для наполнения и упаковки в Северной Америке и крупнейшую канадскую компанию, поставляющей оборудование для подачи мелкоштучного товара. 80% бизнеса компании сосредоточено на сфере медицинского оборудования, а оставшаяся часть - на потребительских товарах и автомобильной промышленности. VTR в основном работает с компаниями из списка Fortune 500, а большая часть продукции поставляется за границу.
VTR традиционно нанимал мастеров-ремесленников для изготовления чашек для подачи из нержавеющей стали (рис. 1), как это всегда делали производители подобных питающих систем. И когда дело дошло до переговоров с крупными клиентами медицинской отрасли, не склонными к риску, проверенный метод сработал, но мало что дал в плане роста или повышения производительности, особенно когда производство каждой чашы может занять до шести недель.

Рис. 1. Чаша подачи - питающая система
Идея купить обрабатывающий центр
Стремясь ограничить объем аутсорсинга и стать более независимым, Том Дэвис, владелец и президент VTR, приступил к поиску альтернативных вариантов организации полного цикла на собственном производстве. «Том пришел ко мне четыре года назад, потому что у него была идея производить чашы подачи с помощью 5-осевого станка», - сказал Джефф Хинкс, менеджер по базовым продуктам VTR. «В то время наш металлообрабатывающий цех имел только 3-осевые обрабатывающие станки и несколько универсальных станков. У нас был старый подход к обработке деталей. «По словам Дэвиса, переход на 5-осевые обрабатывающие центры ЧПУ был необходим для развития бизнеса.
Компания купила обрабатывающий центр, выбор пал на 5 осевой многофункциональный центр с поворотной головкой. «Нам потребовалась 5-осевая обработка, чтобы вывести нашу технологию механической обработки на новый уровень», - сказал Эван Гиллес, ведущий технический дизайнер VTR. «Сложная механическая обработка чаши, цельные инструментальные секции, проточка спиральных дорожек было бы невозможны без 5-осевого обрабатывающего центра ЧПУ.

Рис. 2. Проектирование чашы подачи
Обрабатывающий центр обладает уникальной способностью работать в конфигурациях осей A/B или B/C, что позволяет нам гибко обрабатывать различные детали. Например, обработка чаши лучше всего происходит в конфигурации B/C, но обработка спирали лучше всего происходит в конфигурации A/B». Когда компания начала переход от чаш подачи изготовленных вручную к обработанным чашам при помощи обрабатывающего центра, VTR был вынужден найти программное обеспечение CAM, которое соответствовало бы требованиям их обработки. Проведя мониторинг того что используют другие металлообрабатывающие производства, компания выбрала программное обеспечение HyperMILL® CAM от Open Mind Technologies.
Обрабатывающий центр изменил подход к работе
Специалисты VTR должны были изменить свое мышление, когда компания решила купить обрабатывающий центр и перейти на новую технологию. Использование возможностей обрабатывающего центра с пятью осями требовало от сотрудников выхода за рамки 3-осевого подхода к программированию. «Это был сложный период, для нас освоение 5-ти осевого обрабатывающего центра было нечто необычное», - объяснил Дэвис. «Мы перешли от использования ручного труда в производстве к обработке продукта на очень сложном оборудовании, в нашем сегменте бизнеса никто до нас не использовал такой подход. Нам нужно было теснее работать с партнёрами-поставщиками. Компания Open Mind Technologies приняла этот вызов и вместе с нами упростила программное обеспечение и механику hyperMILL, чтобы мы могли легче перейти к производству».

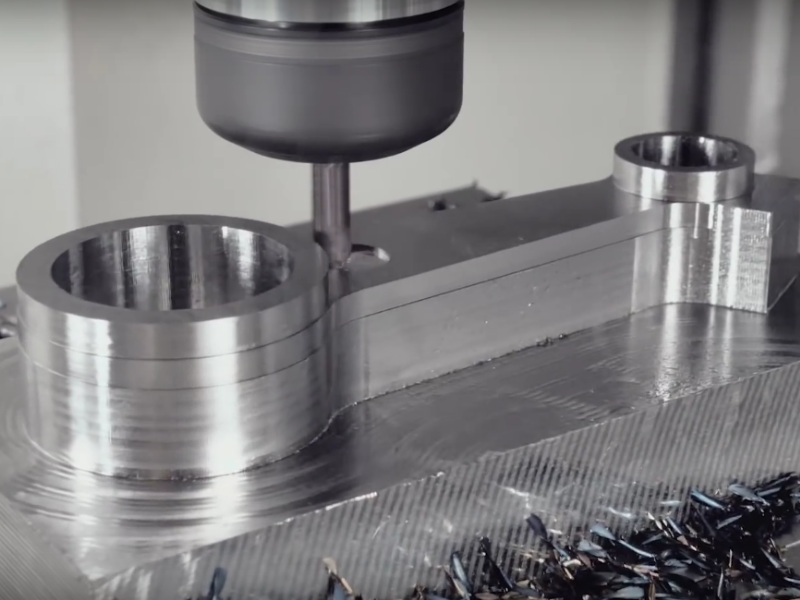
Рис. 3. Фрезеровка на обрабатывающем центре чашы питателя
До внедрения нового программного обеспечения компания VTR использовала фрезерные станки Bridgeport, которые включали свои пакеты программного обеспечения. Затем постепенно перешли к диалоговому программированию, а далее приобрели оборудование, которое принимало G-код, и начали использовать AutoCAD®. Однако, когда VTR решила купить 5 осевой обрабатывающий центр, компании потребовалось простое в использовании программное обеспечение, совместимое с существующими процессами. «Проблема заключалась в том, что у нас не было никого из знакомых которые имели опыт работы на 5 осевым центре ЧПУ», - объяснил Жиль. «Мы провели прямую интеграцию hyperMILL в SolidWorks® в итоге программирование выполнялось непосредственно на модели SolidWorks с интерфейсом, с которым пользователи уже были знакомы. 5-осевые циклы программного обеспечения CAM были именно тем, что нам было нужно для обработки наших деталей, это значительно облегчило процесс обучения».

Рис. 4. Оператор использует штангенциркуль для проверки детали.
Программное обеспечение обрабатывающего центра
С момента, как компании удалось купить обрабатывающий центр, предприятие располагает тремя фрезерными станками, один 3-осевой станок в цехе стандартной линейки продуктов и 3-х осевой фрезерный станок с 5-ти осевым обрабатывающим центром в цехе заказных позиций, на последних установлено программное обеспечение CAM. «Преимущества использования обрабатывающего центра включают в себя значительное сокращение времени изготовления чаш для подачи и полную повторяемость при производстве большого заказа», - сказал Жиль. «После того, как чаша запрограммирована, она сохраняется вместе с моделью CAD всех чаш в системе VTR PDM (система для внутреннего ведения документации). Даже через пять лет мы можем изготовить точно такую же чашу и обеспечить 100-процентную повторяемость для наших клиентов даже если произойдет смена персонала в нашей компании. Это важное качество, которое важно для предотвращения риска при изготовлении медицинского оборудования».
Программное обеспечение обрабатывающего центра также сократило время обработки и затраты на инструмент: «Если мне нужно сделать 50 деталей, я могу запустить программу и начать производить эти детали за пару минут», - сказал Хинкс. «Если бы мне пришлось программировать каждый раз заново, то на это потребовалось бы более 30 минут, прежде чем инструмент коснулся металла. Использование обрабатывающего центра с программным обеспечением сократило время подготовки и самого цикла производства». Хинкс также отметил, что детали, которые ранее производились из нескольких частей, теперь могут быть выполнены как единая деталь, уменьшая количество швов и стыков, что очень важно для промышленности медицинского оборудования. Эффективность траекторий программы позволила снизить затраты на инструмент. Хинкс связывает это со способностью программного обеспечения использовать правильные скорости подачи и скорости обработки, а также в нужный момент включать подачу охлаждающей жидкости.
5 осевой обрабатывающий центр и рост компании
Благодаря тому, что VTR решилась купить обрабатывающий центр с 5-тью осями, компания изучила другие области возможного роста и развития. Недавно VTR внедрила подразделение для производства базовых продуктов, которое может выпускать серийные товары для сторонних крупных компаний. Дэвис объяснил, что крупные производители Онтарио обычно отправляли этот вид работ в Китай по причине низкой цены.
«Благодаря нашим достижениям в программном обеспечении мы можем значительно сократить время изготовления деталей и стать конкурентоспособными», - пояснил он. «Мы производим 140 типов стандартных деталей для себя и сторонних компаний и это благодаря программным технологиям и обрабатывающему центру ЧПУ».

Рис. 5. Пример сложности изготавливаемых деталей
Для VTR переход к работе на 5 осевом обрабатывающем центре был большим, но необходимым скачком. Дэвис считает, что расширение бизнеса за счет покупки новых машин и добавления новых сотрудников позволило VTR расти. Чтобы поддержать этот рост, компания переехала в новый, расширенный объект. «Мы нацелены на расширение наших возможностей обработки, - сказала Кристи Ламензо, финансовый директор VTR. «Мы хотим ещё купить 3-х осевой фрезерный станок и еще один 5-осевой обрабатывающий центр». Стремясь снизить количество работ передаваемых на аутсорсинг, VTR сосредоточилась на том, чтобы стать более вертикально интегрированным. На предприятии установлены токарные станки с ЧПУ, небольшой шлифовальный станок и другие станки. Компания по-прежнему отправляет работы, требующие последующей обработки, такие как анодирование, закалка и окраска. Тем не менее, теперь у VTR есть свой укомплектованный электротехнический отдел, сборочный цех и собственная робототехника.
Персонал компании состоит из дизайнеров, электриков, операторов, сборщиков, менеджеров проектов и торговых представителей, при этом цех механической обработки имеет ещё большой потенциал роста. Без сомнений, что включение в производственные процессы обрабатывающего центра и нового программного обеспечения CAM привело к значительному росту производства, это доказывает то, что VTR перешел от нулевого производства этого типа детали к лидерству на рынке. «Мы уверенно занимаем место на рынке по производству чаш-питателей с использованием обработки на станках с ЧПУ - мы единственные в Северной Америке, которые производят питающие чаши таким образом. Купить 5 осевой обрабатывающий центр в сочетании с программным обеспечением hyperMILL CAM способствовало росту бизнеса, это является для нас сильным стимулом в развитии».