Подача на высокой скорости - это процесс резки металла, в котором особое внимание уделяется высокой скорости обработки и подаче для повышения производительности и улучшения качества поверхности. При подаче на высокой скорости устанавливается более высокое число оборотов шпинделя, используются инструменты меньшего размер и выполняются более мелкие резы, чем при традиционном фрезеровании.
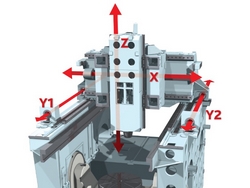
Фрезерование с высокой подачей сочетает небольшую глубину резания с более высокой, чем обычно, скоростью подачи стола для ускорения удаления металла. Поскольку силы резания направлены в осевом направлении - вверх в шпиндель - процесс более стабилен.
Фрезерование с высокой подачей, по сути, представляет собой метод черновой обработки на станке ЧПУ, разработанный для достижения более высоких скоростей удаления металла для повышения производительности и сокращения времени обработки для каждой детали независимо от материала.
Канадская металлообрабатывающая компания недавно попросила менеджера компании по производству фрезерных станков с ЧПУ Тима Эйдта и менеджера компании по производству твердосплавных концевых фрез Джея Балла, чтобы они высказали свое мнение о фрезеровании с высокой подачей. Вот их интервью:
- Чем фрезерование с высокой подачей отличается от традиционной обработки металла на фрезерном станке?
«Фрезерование с высокой подачей - это метод удаления материала, основанный на использовании небольших глубин резания, но с высокой скоростью подачи для ускорения выполнения работ и для повышения общего объема удаления материала. Процесс объединяет небольшую глубину резания с большим радиусом резания или небольшим углом поворота, чтобы гарантировать, что силы резания будут направлены к шпинделю станка в осевом направлении. Аксиально направленные силы резания обеспечивают большую стабильность инструмента, что позволяет значительно увеличить скорость подачи, иногда до 10 раз превышающую обычную скорость обработки металла на фрезерном станке».
- Для выполнения фрезерных работ с высокой подачей используется какой-то специальный инструмент?
«Часто пластины при работе на фрезерном ЧПУ используются стандартные но есть специальные пластины, предназначенные для фрезерования с высокой подачей. Пластины имеют меньший угол.
Иногда пластины имеют стандартную форму, что позволяет резать более свободно и прилагать меньше усилий во время обработки детали на фрезерном станке ЧПУ».
- Как угол пластины влияет на обработку металла?
«Фрезеровка металла с высокой подачей больше связано с углом входа пластины, формой пластины и глубиной фрезеровки. Чем меньше глубина обработки, тем быстрее мы можем производить подачу.
Инструменты, специально предназначенные для фрезерования с высокой подачей, имеют очень небольшой угол наклона. Иногда это делается с помощью вставки, имеющей прямую режущую кромку, расположенную с углом поворота около 15 градусов».
- Как покрытия пластин помогают процессу фрезерования?
«Покрытия предназначены для защиты материала пластины и различаются по группам материалов. Группы материалов, которые требуют более высоких рабочих температур обычно имеют CVD-покрытие.
Материалы, которые требуют более низких температур резания, такие как титан, часто имеют PVD-покрытие.
Технология нанесения покрытий постоянно совершенствуется, чтобы увеличить срок службы инструмента.
Если мы нанесем покрытие на элементы для защиты от перегрева, то столкнёмся с пределом того, сколько мы можем добавить, прежде чем покрытие станет толстым и хрупким. Поиск оптимального диапазона всегда является важным при производстве пластин для фрезерных станков.
То же самое относится и к поверхности покрытия. Мы всегда стремимся к гладкому верхнему слою пластины, чтобы предотвратить прилипание обрабатываемого материала к поверхности пластины и уменьшить температуру, возникающую при работе инструмента фрезерного станка с ЧПУ.
Более тонкое покрытие позволяет нам достичь этого. Но если покрытие слишком тонкое, оно может не обеспечить требуемый уровень износостойкости. Все это приводит нас к разработке разных марок для разных материалов и к определенному составу покрытия для препятствия выхода из строя инструмента при работе фрезерного станка».
- Есть ли разница в покрытиях для фрезерования с высокой подачей?
«Фрезерование с высокой подачей не требует особых покрытий инструмента. Покрытие должно выбираться подходящим для материала, который будет обрабатываться на станке».
- Каков наилучший способ использования охлаждающей жидкости при фрезеровании с высокой подачей?
«Во многих областях фрезерной обработки наиболее важной функцией охлаждающей жидкости является удаление стружки из зоны резания. Поскольку фрезерование с высокой подачей приводит к образованию большого количества стружки за короткий промежуток времени, целью должна быть максимальное вымывание стружки. Это означает использование более высокого давления и большего объема жидкости при работе фрезерного станка».
- Насколько важна стабильность инструмента?
«Стабильность инструмента при фрезеровке всегда важна, однако, так как при обработке с высокой подачей используются небольшие глубины резания, силы резания имеют осевой характер, поэтому вибрация минимизирована.
Но наличие стабильного инструмента и стабильного процесса фрезерования всегда жизненно важно.
Если настройка не совсем идеальна, то преимущество может быть именно при фрезеровании с высокой подачей.
Низкий угол наклона, используемый в инструментах для более эффективного удаления стружки, имеет дополнительное преимущество, заключающееся в том, что большая часть силы резания направляется обратно вверх через шпиндель.
Таким образом, в то время как фреза под углом 90 градусов имеет 100 % сил резания, направленных в виде боковой нагрузки на шпиндель, фреза с высокой подачей имеет только 25 % сил резания направленных в качестве боковой нагрузки. Остальная нагрузка резания будет направлена непосредственно в шпиндель.
Фрезерный станок может справиться с этими силами гораздо легче и, следовательно, не оказывая вредного воздействия на процесс резки, например, не создавая вибрацию.
Как упоминалось ранее, при фрезерной обработке с высокой подачей 75% сил резания направляются прямо в шпиндель, а это означает, что меньшие усилий толкают деталь в сторону.
Если заготовка не идеальна, другой способ обработки, который можно использовать, это врезание с помощью фрезы с высокой подачей. Этот метод удаляет материал путем резки только при подаче в направлении Z. Он также почти не оказывает боковой нагрузки на деталь. Все силы резания толкают деталь в крепление или стол фрезерного станка».